Timing av gjenger
/Timing av gjenger kan være nødvendig i mange forskjellige situasjoner der to deler som skrus sammen må stå i en viss vinkel i forhold til hverandre.

Her skal en del som skrus på passe slik at A og B havner på linje, men delen stopper ved punkt C. Hvordan løser vi dette?
Som et eksempel er det viktig for rekylbremser på rifler, som må stå rett slik at gassene blir omdirigert korrekt.

Det er selvsagt mange andre scenarioer der timing er nødvendig, men som et eksempel, la oss bruke det ovennevnte tilfellet siden det ligger naturlig for meg å bruke det.
Det finnes flere metoder å sikre at to deler som sammenføyes med gjenger times korrekt:

Hvis noen av disse må brukes så er shims eller laminatskive det beste alternativet ettersom de fungerer som en forlenging av brystningsflaten og opprettholder parallellitet og konsentrisitet bedre enn crush-skive og kontramutter, som begger er ganske dårlige alternativer.
Men alt handler jo til syvende og sist om brystningsflaten, og det aller beste er at de to delene som skal skrus sammen møtes direkte på denne. Da er det aller beste alternativet for å time delen at brystningsflaten tilpasses. Dette er litt mer innviklet, men ikke vanskelig.

En ren brystningsflate som er i rett vinkel til gjengenes akse er nødvendig. Denne flyttes bakover ved å fjerne litt materiale slik at delen som skrus på kan skrus lenger inn og dermed havner i en annen vinkel enn før.

Hvis vi har en stigning på 1 mm og vi fjerner 1 mm av brystningsflaten så vil delen som skrus på havne i samme vinkel, bare 1 mm lenger bak. Så for å endre 1° må vi fjerne 1/360 del av stigningen.
Men hvordan finner vi ut av hvor mye som skal fjernes?

Så for å flytte Tp til Tf må vi fjerne B, og for å finne den er det er par ting vi må vite:
Avstanden mellom ønsket stopp-punkt og nåværende stopp-punkt (ΔT)
Omkretsen av den delen vi skal flytte brystningsflaten på (C)
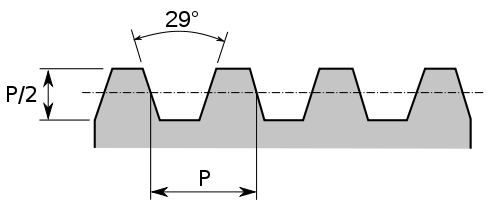
Stigningen (P)
For å finne ΔT kan vi legge en teip-bit rundt og markere Tf og Tc og måle avstanden. Det finnes andre mer nøyaktige metoder, og man kan også regne seg frem til det hvis man vet vinkelen, men da trenger man ikke denne metoden.
Deretter kan vi regne ut hvor stor del av den totale omkretsen C som ΔT utgjør. Vi kan kalle dette forholdet for Ct:

Deretter kan vi bruke dette forholdet Ct til å finne ut hvor mye av stigningen P dette utgjør:

Altså blir hele formelen:

Det går selvsagt også an å oppnå det samme resultatet ved å endre på brystningspunktet på den delen som skrus på.
Det er lurt å ta av litt mindre enn det man regner ut ettersom noe av timingen kan gjøres vel tilstramming og man har litt å gå på ettersom hvor hardt man strammer.