Dreiing av løpsemne
/Forrige uke ble jeg ferdig med første del av en lengre prossess som i teorien skal ende opp med å bli et fullt fungerende løp til en Mauser M98.
Det hadde vært veldig dyrt å gi alle ferske elever ekte løpsemner å jobbe med, d.v.s. stålstenger med ferdig riflet hull i, så vi bruker standard 30mm rundt bløtstål. De ferdige "løpene" blir også totalt 35cm lange, som er ulovlig kort i norge for jaktrifler uansett. Dette er sannsynligvis for å spare stål og gjøre oppgaven litt raskere, men ikke egentlig noe enklere. Prinsippene er de samme om man skulle laget en lengre pipe.
Her er det ferdige produktet. Det første jeg gjorde var å finne toleransene jeg må forholde meg til. Som vi kan se på bildet er ingen toleranser satt på tegningen, de som er skrevet på er de jeg har ført på. Det oppgis at vi skal følge NS-ISO 2768-1, som er en standard for toleranser som gjelder alle mål som ikke er spesifikt toleransesatt i tegningen, men denne standarden følges bare om det oppgis på tegningen ettersom det finnes flere nøyaktighetsgrader innen denne standarden. Som vi ser så skal vi bruke "middels".
Jeg har ikke i skrivende stund enkel tilgang på tabellen med standarden, men den ser omtrendt slik ut:
NB! Ikke bruk tabellen over i ordentlig arbeid, den er ikke helt korrekt.
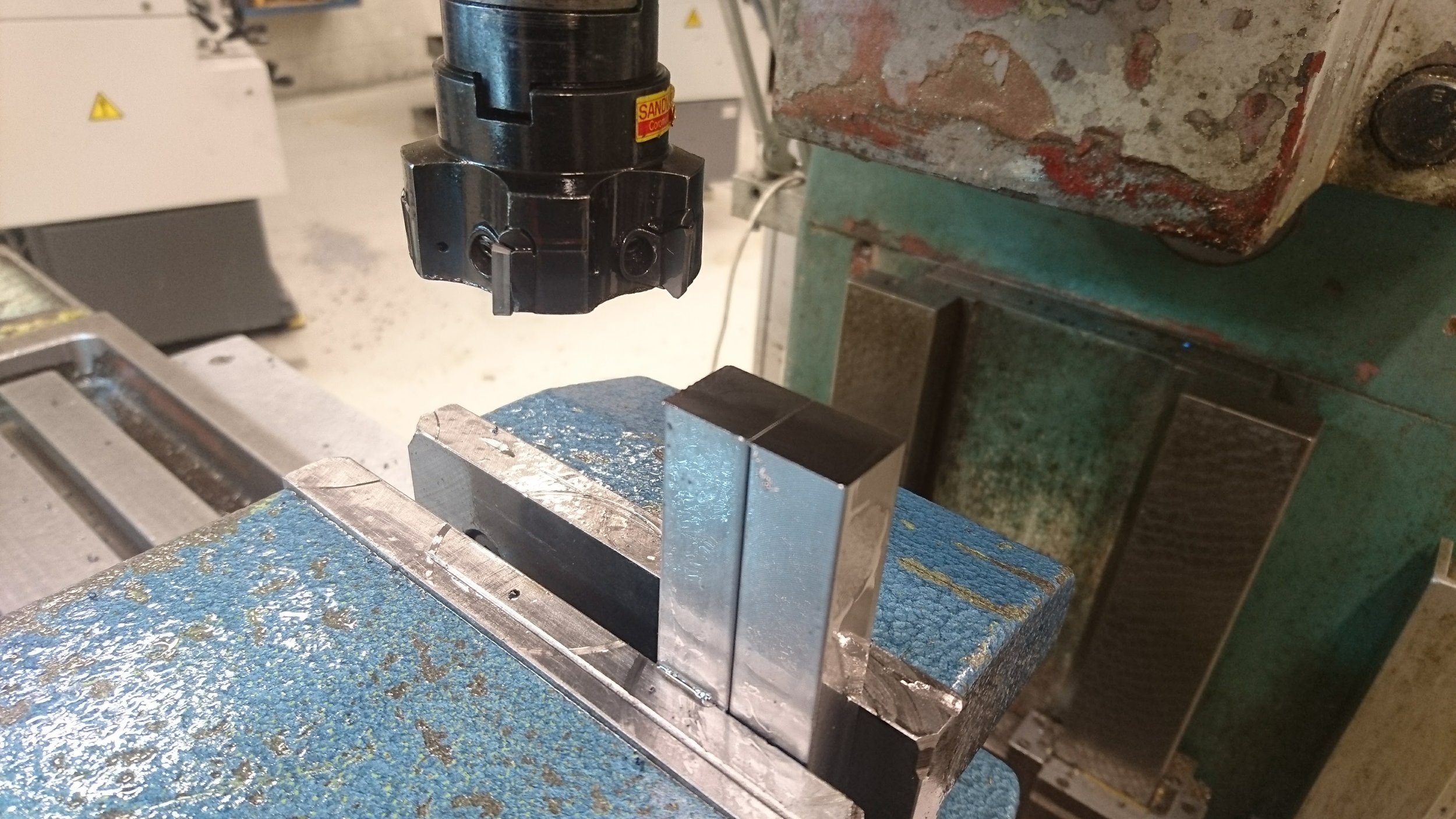
Etter det var gjort kunne jeg sette i gang. Jeg kappet et stykke rundstål såpass langt at jeg kunne holde det i kjoksen slik at alt som skulle bli løpet var fritt tilgjengelig, d.v.s. jeg kappet det slik at jeg hadde et oppspenningstykke som kun er til for å trygt feste delen i maskinene.
Jeg dreide hele delen ned til største diameter på tegningen, 29mm. Jeg hadde her 0,2mm toleranse begge veier, så alt mellom 29,2 til 28,8 ville vært akseptabelt. Delen skulle helt til slutt pusses og poleres så jeg la meg godt på overmål, d.v.s. jeg dreide alle diametere ned til øverste toleranse med vilje for å ha mest mulig gods å gå på når jeg skulle pusse delen senere. For å være helt på den trygge siden la jeg meg faktisk på 29,3, men dette viste seg å være unødvendig mye sikkerhet og endte opp med å bli til unødig pussing.
Deretter regnet jeg ut konusvinkelen, eller rettere sagt, toppsleidevinkelen som man kan se på det øverste bildet. Den koniske delen av løpet skulle ha en forskjell i diameter mellom endene på 8mm, så vinkelen på toppsleiden ble bare 0,864°.
Indikasjonsmerkene på toppsleiden er langt i fra presise nok; jeg måtte finne en god måte å sikre riktig vinkel på.
Noen av mine medelever regnet ut at et stykke på 100mm av konusen kom til å ha et avvik i diameter på 3,02 eller noe der omkring og dreiiet konuser og justerte toppsleiden til avviket de målte med skyvelære ble korrekt. En helt kurant, men i min mening tungvindt måte å gjøre det på. Etter et godt tips fra læreren endte jeg opp med å klokke inn vinkelen.
Hvis konusen har en total endring i diameter på 8mm vil dette tilsi en endring på 4mm på en "side". Halvparten av dette vil da bli 2mm over halve lengden av konusen. Jeg kalkulerte som sagt med at konusen var 270mm minus radien 5 (som egentlig ikke er 5mm "lang", men å regne med 5 blir nøyaktig nok) altså 265mm. Halvparten ble da 132,5mm.
Jeg markerte opp 132,5mm på arbeidsstykket og førte toppsleiden frem og tilbake og justerte forsiktig på den med en gummihammer til måleuret viste en endring på 2mm over den avstanden jeg hadde markert opp.
Fra rissemerke til rissemerke, men ikke i rissemerket.
Vi har hverken konuslinjal eller pinolforskyver så konusen måtte lages med toppsleiden. Det går fint det, men da må tverrsleiden flyttes i løpet av konusdreiingen. Med toppsleiden og tverrsleiden nullet ut hadde jeg et nullpunkt på den smale enden av konusen.
Mange passeringer med toppsleiden og flyttinger av tverrsleiden senere:
I den tykke enden av konusen skulle det være en radius på 5mm. Jeg regnet meg frem til at den totale målbare lengden på konusen (den lengden av konusen jeg kunne få pålitelige diametermål fra) var 265mm. Konusen i sin helhet var 270mm, men siden enden av konusen hadde en radie trakk jeg denne fra totalengden i mitt regnestykke. En liten bisetning her er at mellom en diameter på 29 og 25 millimeter som radien var skille mellom blir ikke "lengden" av radien 5mm siden profilen i verktøyet ikke føres mer enn 2mm inn i arbeidsstykket (i forhold til delen som er 29mm i diameter).
Så nøyaktig hvor langt blir partiet med radius?
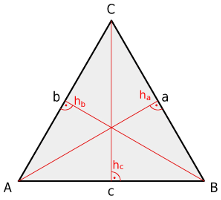
Vi kan bruke algebra, eller grafe en sirkel for å finne den eksakte lengden. Formelen for å grafe en sirkel ser slik ut:

Der X og Y representerer et punkt langs sirkelen og H og V representerer sirkelens midtpunkt på X og Y-aksen respektivt.
R representerer radien.
Med dette kan vi fylle inn dataene våre; vi vet at radien er 5 og at hvis vi tenker på X-aksen som løpet (den delen som er 29mm) vet vi at p.g.a verktøyets radius vil senter av sirkelen stå 5mm fra arbeidsstykket når det er i kontakt med arbeidsstykket, så sirkelens senter blir altså da;
X=0, Y=5
Vi vet at verktøyet skal 2 mm inn i arbeidsstykket, så med disse dataene kan vi fylle ut formelen til å se slik ut:

Vi kan rense den opp og fjerne nullen i X delen av funksjonen og regne den ut slik:

SIden noe opphøyd i 2 alltid blir et positivt tall vet vi ikke om svaret er 4 eller -4, som er forsåvidt riktig siden det vil være korrekt på begge sider av Y-aksen, men vi skjønner ihvertfall at "lengden" av radien er 4mm. Under kan vi se denne funksjonen grafet opp og vi ser at den blå streken (arbeidsstykket) og den rød sirkelen (formskjæret) møtes på -4 når kuttdybden tilsvarer 2.
Hvis vi sjekker svaret i et CAD program kan vi se at det stemmer:
Den totale lengden av konusen vil da bli 266mm, men som sagt så regnet jeg med 265 og det ble nøyaktig nok ved de toleransene vi jobbet med. Det er også viktig å bemerke at siden konusens store diameter regnes på tegningen fra slutten av radien kan formskjæret til radien føres inn sidelengs med tverrsleiden.
Etter at formen var dreiet gjenstod det pussing og polering.
Jeg begynte med grovt 80 smergel for å effektivt få vekk noen stygge, men ikke altfor dype, hakk som hadde oppstått under dreiingen og benyttet gradvis finere smergel opp til 400.
Jeg limte smergelet fast i en bit med L-stokk aluminium for å sikre gjevn kontant med løpet og gjøre det lettere å sikre at det blir tatt like mye over hele løpet slik at det ikke danner seg flukter og bølger i løpet når man ser nedover det.
Deretter våtslipte jeg med 600 og 1200 papir og polerte til slutt med poleringsmiddel.
Helt til slutt kappet jeg løpet fra oppspenningsbiten og dreiet det til korrekt lengde.
Meget pent! Pussingen var det steget av prosessen jeg ble minst fornøyd med. Ikke p.g.a finishen, som ble meget bra, men jeg pusset litt aggressivt ved enden av konusen og ved den skarpe overgangen på radien slik at disse ble noe avrundet. Jeg får passe litt bedre på pussingen min i fremtiden.