Motor, motor og atter motor.
/Denne uken har vært preget av det som får firbente metall- og gummidyr til å brøle og bevege seg fremover. Jeg har begynt på atter et nytt prosjekt, som har hovedsaklig med 3D printing å gjøre. Jeg har snakket litt om dette tidligere, men selve prosjektet er nytt.
Jeg har for øyeblikket flere prosjekter på gang, blant annet å bygge en robot arm som kan styres trådløst med en kontroll fra scratch, tegne og dreie en hammer, produsere et forlenget gjengeadapter til et styrestag, og nå dette.
Briller for skala.
Vi har printet en V6 motorblokk som vi fant på nettet i gipsprinteren vår og nå har vi funnet ut at vi vil lage en "fungerende" modell av hvordan en V6 motor fungerer. Med det så mener jeg at vi skal få en elektrisk motor til å drive veivakselen slik at man ser hvordan stemplene beveger seg og så videre.
Fjerning av gipspulver som modellen er laget i. Pulveret som blir til overs føres tilbake i pulverlageret.
Gipsprinteren printer ved å legge et lag gips for deretter å injisere lim der objektet skal være solid. Deretter beveger hele brettet seg nedover og det trekkes et nytt lag gips over modellen og prosessen gjentar seg. Slik kan den lagvis bygge svært komplekse former.
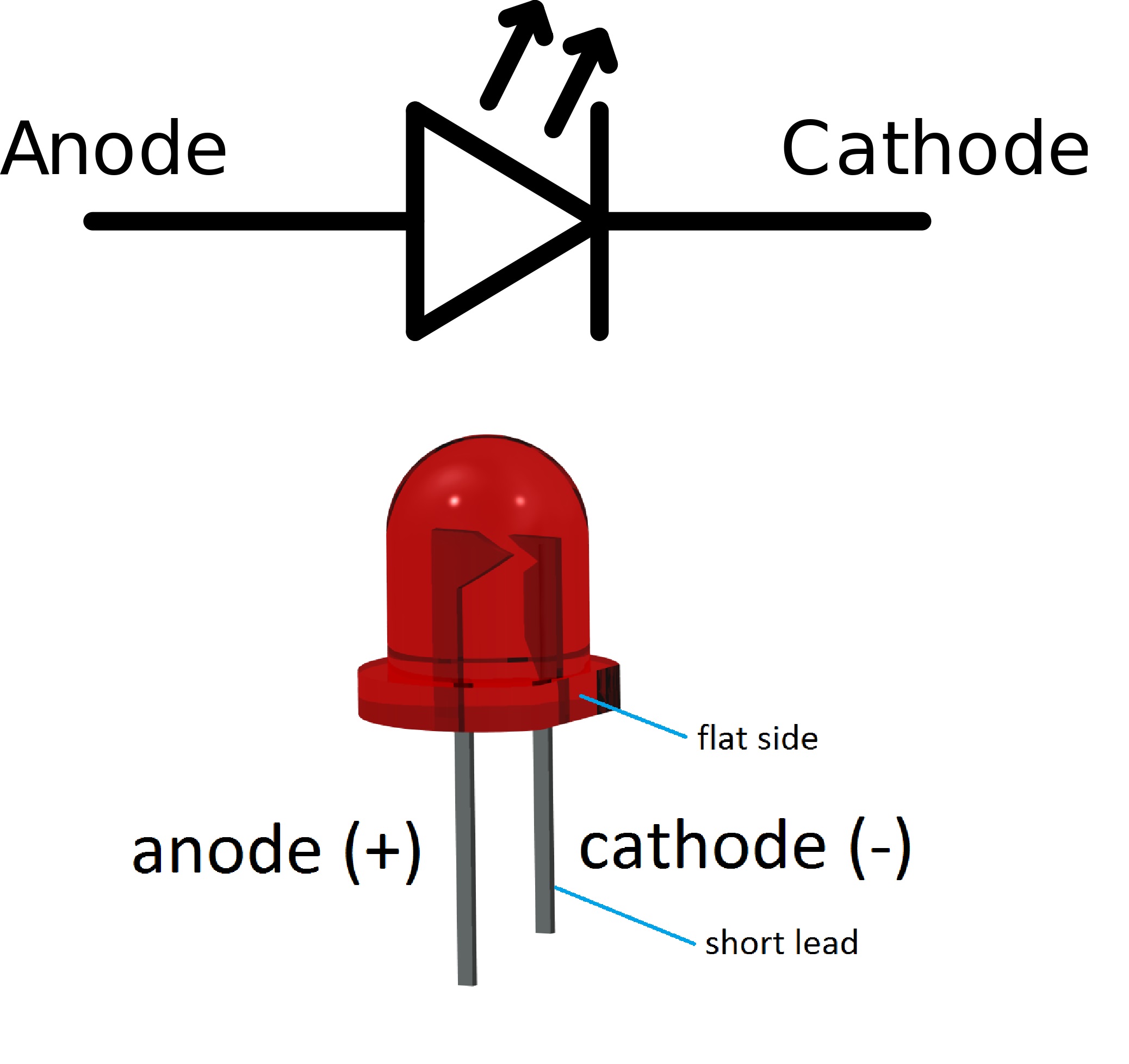
Planen er å kombinere flere produskjonsmetoder for å lage motoren. Selve blokken er av gips, og vi tegner veivaksel og stempler i SolidWorks (et avansert 3D-modell konstruksjons program) og printer det ut i plast. Veivakselen skal vi forsøke å dreie i metall. Hvis vi rekker det skal vi også prøve å vakumforme noen gjennomsiktige topplokk med lysdioder som viser når hvert stempel fyrer. Alt dette skal styres med en Arduino (mikrokontroller). Men dette er et stykke inn i fremtiden.
Vi tegnet og 3D printet også et stempel for å teste sylinder bredden og høyden.
Deretter begynte vi å tegne veivakselen og stempel råder i SolidWorks.
Simulering i SolidWorks
Vi har kommet godt i gang med dette prosjektet, men det er også et relativt stort prosjekt for de to som for øyeblikket jobber på det. Men utfodringer er alltid gøy og de utfordringene man setter seg selv er de man lærer mest av spør du meg.
Tirsdagen og onsdagen gikk denne uken også med på å pirre interessen for TIP hos ungdomskole elever som var på besøk. Det er jo godt og blandet bøling som kommer, men det virket som de fleste var interessert i det vi drev med. Og det er jo bra.
Men på fredag var vi på Oslo Motor Show på norges varemesse i Lillestrøm! Mye fine og rare biler å se der, blandt annet verdens raskeste gate-lovlige bil, McLaren P1 GTR.
Mange fine biler, men hele messen er sterkt preget av harry. Men harry er gøy.