

Fresing
/Nå har jeg endelig begynt å få smake litt på fresing. Og det smaker godt.
Fresing er en annen veldig grunnleggend bearbeidingsmetode for metall og andre materialer. Det er som dreiing en sponskjærende operasjon som brukes hovedsaklig for å gjøre sider på et arbeidsstykke rette eller lage groper og andre detaljer på overflater eller skjære intrikate former ut av et stykke, men dette er stort sett overlatt til CNC maskiner nå til dags. CNC (Computer Numerical Control) er maskiner som kan lage mer komplekse former i materialet siden arbeidsstykket (eller fresen) kan bevege seg på 2 eller flere akser samtidig, noe de mer tradisjonelle fresemaskinene vi har tilgang til ikke er i stand til.
CNC
Man kan allikevel få gjort nokså mye med en mer primitiv maskin, og det er stort sett fantasien og tid som setter grenser her, dog mange operasjoner er svært vanskelig å utføre om man skulle gjort de på en vanlig fres. De KAN teknisk sett bevege seg på 2 eller fler akser på en gang, men ikke med automatisk mating, og å gjøre det manuelt er svært vanskelig.
Her prøver jeg å planfrese en bit som skal bli en gjengeskinne som vi arbeider på for øyeblikket. Spesifikasjonene blir ikke helt som på tegningen ettersom jeg litt etter litt lærer meg the "do's and dont's" rundt fresing, men jeg har fått målene på skinnen til å bli nokså eksakt, dog noen millimeter feil, men pytt pytt. Stykket vi startet med er for øvrig bare et hår tykkere enn dimensjonene på tegningene, og det er i utgangspunktet ikke ment for å freses, så det blir det det blir.
Jeg bruker en klokkeskivemåler med en oppløsning på 10 mikrometer. Jeg fører det fastspente stykket frem og tilbake og leser av avviket på måleren som forteller meg om stykket er spent fast vannrett eller ikke. Dette gjøres både i X og Y aksen.
Når man er fornøyd kan man frese av det som trengs. Her er det viktig å huske formelen for skjærehastighet og mating.
Når man freser må man også gange med antall tenner på fresen når man skal finne Vf
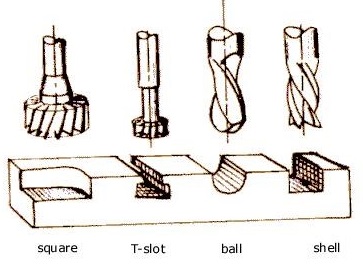
Det finnes mange typer freser og måter å frese på, her et utvalg av de vanligste.
Pinnefresen jeg bruker er ikke optimal for planfresing, men planfresene vi har er litt i ustand. Den lager ikke den beste overflatefinheten og jeg er nødt til å bearbeide overflaten for hånd etterpå, derfor lar jeg det være litt materiale til overs som jeg kan ta vekk manuelt.
I ettertid så jeg at jeg godt kunne latt det være enda litt ekstra materiale til overs ettersom overflateruheten ble mer enn 20 mikrometer, så jeg fikk ikke helt vekk fresemerkene uten å slipe ned stykket for mye.
Fresing er meget nyttig og mye brukt innen maskinering og jeg kommer nok til å komme tilbake til dette flere ganger senere.