Dreiestålholder
/En av de første obligatoriske læreplan-oppgavene var å produsere en enkel dreiestålholder. Dette er hovedsaklig en freseøvelse, og det gir mening å begynne med noe sånt, i og med at det slik jeg forstår det er ytterst få elever fra TIP VG1 som har hatt opplæring i fresemaskin, og de som har det har vanligvis ikke hatt mye tid til å øve seg på fresing.
Av de jeg har snakket med, som inkluderer både mine gamle medelever samt mine nye klassekamerater og andre som har gått TIP så er ikke fresen prioritert pensum, blir sett på som for vanskelig eller en hellig maskin som ikke skal røres. Det syns jeg er veldig trist siden det er en meget viktig og integral del av maskinopplæringen og et ekstremt nyttig verktøy. Ikke er det spesielt vanskelig heller, det gjelder bare å tenkte seg om og holde tunga rett i munnen. Det kan bli vanskelig hvis man skal begynne å lage heliske tannhjul og sånne ting, men grunnopplæringen innen fres er på ingen måte rocket science.
Vi skulle ihvertfall lage en dreiestålholder til hurtigstål, som er en blokk med et spor og noen skruer som holder på plass dreieskjæret når man dreier:

En grei oppgave for å bli kjent med maskinene på verkstedet og friske opp fresekunnskapene.

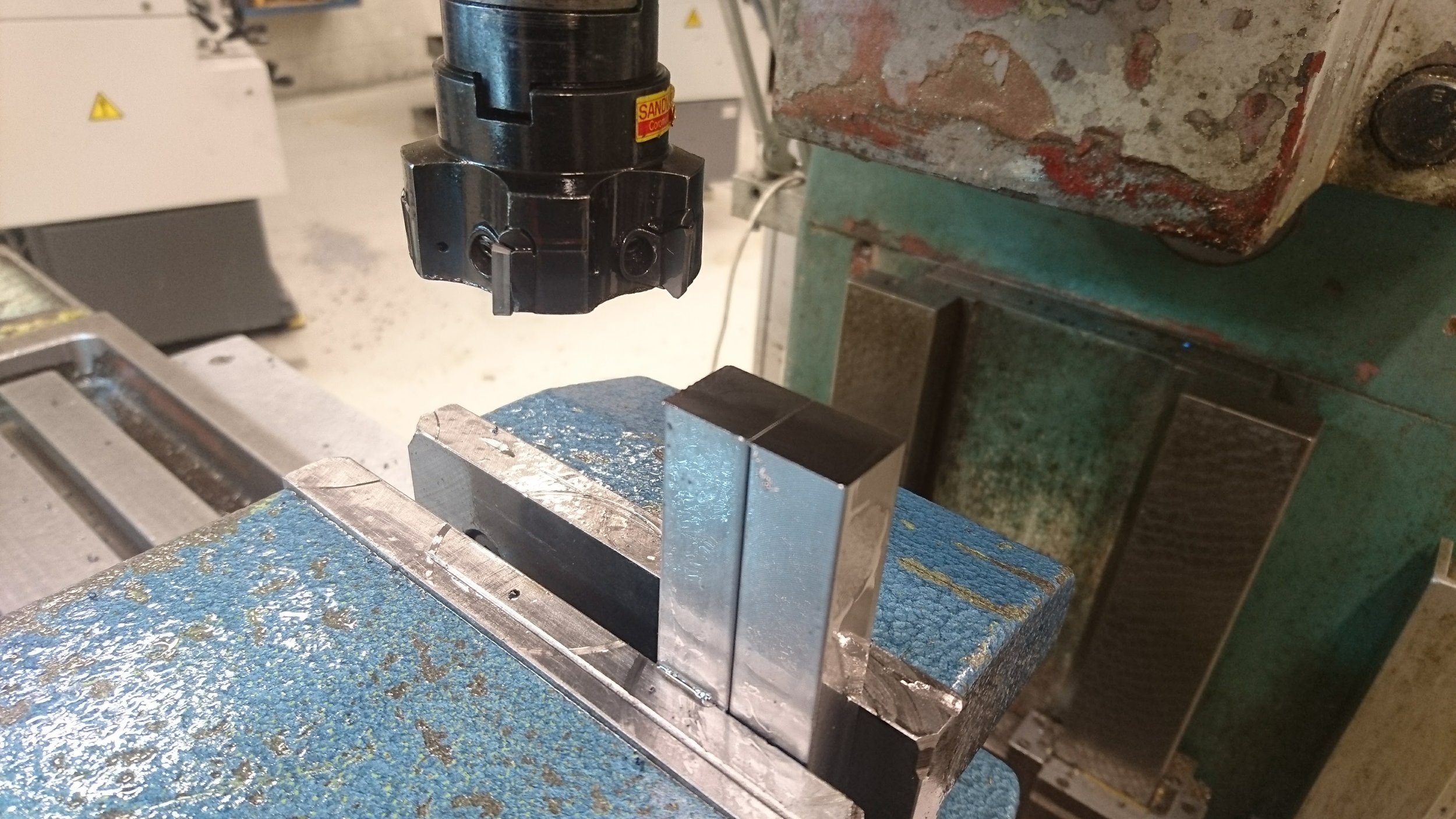
Som sagt tar det tid å venne seg til nytt verksted, og det oppbevaringsstedet for metall jeg så i hadde ikke det nødvendige råstålet, så jeg satte i gang å frese ut et adekvat arbeidsstykke fra en stor kloss med stål. Dette viste seg var unødvendig da jeg ble opplyst om hvor vi hadde firkantstål.
Som vi ser på tegningen skal holderen bli 24,5mm begge veier. Å bruke 25 x 25 millimeter firkantstål byr på noen problemer. Stålet kommer ikke helt firkantet, men med kraftig avrundede hjørner, og når det kun skal fjærnes en halv millimeter er det ikke nok til å rette opp kantene. Men læreren sa det ikke var kritisk at hjørnene ble nokså avrundet, jeg syns bare det er verdt å påpeke at det er viktig å starte med et stort nok utganspunkt i alle dimensjoner til å ende opp med det tegningen viser.
Toleranser og overflatefinhet var ikke oppgitt så det ble en oppgave i seg selv å se hvor korrekte mål og god finish jeg fikk til.
Jeg tenkte det var en god idé å rette og rense sidene så jeg planfreste en side og snudde arbeidsstykket 90° og freste den andre siden. Slik hadde jeg gode referanseflater for videre bearbeiding. Jeg flyttet ikke på noe eller indekserte maskinen på nytt da jeg snudde stykket, slik oppnår jeg to teoretisk like kutt og opprettholder den kvadratiske formen til stykket.

Jeg endte opp med en endring i tykkelse på 0,1 mm over lengden av stykket; hva det kommer av er vanskeligå si, kan ha vært spon under en side eller dårlige parallellklosser. Jeg spente stykket godt fast og hamret det ned for å sikre god kontakt med støtten, men allikevel ble det et merkverdig avvik her.
Det spilte uansett liten rolle siden jeg nå som sagt hadde to gode referanseflater for videre arbeid. Jeg freste raskt de to andre sidene bare for å få vekk fabrikkbelegget og få et bedre grep i stikka, samt å preparere siden for sporet.
Jeg freste så ut sporet; jeg må innrømme at jeg måtte gjøre dette to ganger siden jeg ikke la merke til at en side, som man kan se på tegningen, er 7mm. Jeg overså dette og antok bare at sporet skulle være midt på. Det virker som uansett hvor mange ganger det blir banket inn i hodene våres i løpet av skolegangen at det er viktig å lese oppgaveteksten nøye gjør man fremdeles slike glipper.
Men jeg tok meg heldigvis i det ganske kjapt og begynte på nytt. Sporet skulle være 10,2mm, et snodig tall, både dypt og bredt. Til dette brukte jeg en 8mm pinnefres.

Dersom man bruker en fres som er nøyaktig det målet man skal ha kan kuttet bli litt for stort siden fresen kan hoppe litt eller vandre eller på andre måter ta av litt for mye. Det er bedre å ta dette i flere operasjoner.
Her lærte jeg noe nytt om med- og motfresing. Et tema jeg ikke har snakket så mye om før.
Motfresing er når arbeidsstykket mates i motsatt retning av fresens rotasjonsretning slik at de jobber mot hverandre. Sponet vil starte tynt og gradvis øke i tykkelse mot kuttets slutt.

Medfresing er når arbeidstykket mates i samme retning som fresens rotasjonsretning slik at de jobber med hverandre. Sponet vil starte tykt og gradvis synke i tykkelse mot kuttets slutt.

Motfresing er stort sett betraktet som den trygge metoden å frese på, siden arbeidskreftene jobber mot hverandre og hjelper hverandre til å kutte. Medfesing blir sett på som en utrygg fresemetode, men den kan fint brukes. Det nye jeg lærte om dette var at medfresing ofte gir bedre overflate rett ut av maskinen enn motfresing. Det farlige met medfresing er hvis kuttdybden og/eller matehastigheten er stor eller det er slakk i ledeskruen så kan verktøyet grave seg inn i arbeidstykket og bli ødelagt, ødelegge arbeidsstykket, eller i værste fall sende arbeidsstykket flyvende av gårde hvis oppspenningen er dårlig. Med motfresing vil dette ikke kunne skje.
Så for å få korrekte mål og fine overflater startet jeg med et 8mm spor ned til korrekt dybde, litt lenger enn 7mm inn fra en side. Jeg gikk ned 1mm av gangen. Jeg kunne tatt mer, men jeg valgte å ikke belaste verktøyet unødvendig mye. Deretter freste jeg hver side separat til nær korrekte mål og medfreste den siste biten som var igjen på hver side for en god finish.

Etter at dette var gjort var det over til plansliperen for å... planslipe sidene.

Plansliper er en maskin jeg ikke har vært så veldig mye borti før. Vi hadde en på skolen i fjor, men den var i ustand. Jeg kjenner til grunnprinsippene, men jeg har aldri brukt den ordentlig før.
Det viste seg å ikke være noe hokus pokus det heller. Det viktigste er at, som i alle maskiner, at arbeidsstykket er skikkelig spent fast. Planslipere bruker vanligvis et elektromagnetisk bord for å gjøre fast det som skal slipes. Dersom det som skal slipes har liten overflate eller lite kontant med bordet kan det fyke av gårde hvis man mater litt fort og dypt.
For sikkerhetsskyld la jeg en solid stålkloss på den siden av arbeidsstykket som slipesteinen dytter på.
Når arbeidssykket er lagt på plass skrur man på strømmen og det sitter bom fast. Så kan maskinen skrus på, høyden stilles inn og så beveges bordet frem og tilbake under slipehjulet mens bordet mates inn eller ut.

Plansliping gir en meget pen overflate syns nå jeg, og etterpå kreves det relativt lite arbeid for å blankslipe og polere delen. Det produserer også en meget rett flate.
Jeg brukte plansliperen til å ta arbeidsstykket ned til korrekte dimensjoner. Jeg gikk litt for nærme eksakte mål her og havnet litt på undersiden av målene etter pussing og polering, så det er lurt å legge på en tidel eller så for sluttpussen.

Etter litt pussing rettet jeg sidene med en solid pinnefres og tok stykket ned til korrekt lengde.

Etter dette kunne jeg bore hullene til set-skruene og gjenge disse. M6 skruer krever 5mm gjengebor, ingen overraskelser her.
Til slutt våtslipte jeg holderen med 600 og 1200 papir og polerte den.


Ferdig og klar til å brukes! Jeg endte opp med mål på +/- 0,1mm og ganske fin overflate. Resultatet ble ganske pent og jeg er nokså fornøyd.
Jeg kunne ha fått en enda bedre overflate her og der, det er fremdeles noen veldig små hakk og riper. Noe av det stammer fra oppspenningen i stikken til fresen da jeg skulle bore hullene til skruene, men selv om jeg renset stikkekjevene og var påpasselig med holderen og behandlet den forsiktig etter sluttpussen var kjevene såpass 'ødelagt' at de ble noen merker.
Men funksjonelt er den tipp topp.